")
意創坊編程設計師蘇瀅歡自大三開始接觸編程設計,大四下便進入意創坊、接受正式的培訓,如今,已能獨當一面的接單生產。(攝影/洪政偉)
走進這家位於臺中精密科學園區的成衣廠,跟想像中勞力密集的工廠不同,落地窗映出極具設計感的針織服裝,一件件吊掛陳列,讓人以為置身精緻的服飾連鎖店。順著隆隆聲源頭走,才看見了織造這些衣服的幕後功臣——Whole Garment全成型橫編機,一共9臺,外加2臺一般橫編機,正孜孜矻矻織著衣服。
仔細觀察,會發現全成型橫編機織造的服飾,不像一般橫編機或傳統手搖機,要先分開織出前片、後片、袖片再人工縫合,而是直接一體成形完整織造,不僅沒有任何接縫、外型美觀,穿起來也更舒服。而在辦公室驅動機臺生產的,則是五位編程設計師(Knit Designer),熟練操作著APEX3編程設計與模擬系統,將設計圖轉譯成編織程式,再傳送到機臺全自動織造。
這裡是意創坊——錦祥紡織集團(Yarns & Colors)在臺灣成立的人才培育實驗基地,雖然去年11月才正式取得營業執照,但早在2016年,臺商錦祥紡織第二代、同時也是意創坊董事長陳志軒,就已經開始布局,先攜手實踐大學服裝設計學系,從零開始培育「編程設計師」,緊接著成立意創坊、導入設備,要讓學生在畢業後能有場域實習、與產業接軌。
畢業於實踐大學服設系的意創坊編程設計師蘇瀅歡,是人才培育計畫催生的第二屆學生,自大三開始接觸編程設計後,大四下便進入意創坊、接受正式的培訓,如今,已能獨當一面的接單生產。陳志軒表示,意創坊的定位更像是實習場域,訂單偏向少量多樣,更著重在讓編程設計師獨立學習編程製衣,並從中累積經驗。
然而,光熟悉製衣技術還不夠,要真正投入成衣生產,還需要更務實的考量編程時間與織造成本,回到經濟層面來思考。因此,進入意創坊培訓的編程設計師,也有機會到錦祥紡織的蘇州成衣廠觀摩學習,雖然使用同樣的全成型橫編機,但走的是批量生產的商業模式,整體接單製造的流程也更完善。「他們到蘇州廠之後,就會學習回到實務面去解決問題。」陳志軒表示。
編程設計的挑戰
蘇瀅歡在意創坊的工作規律,早上8點半開工,傍晚5點半下班,有時,還會回實踐大學上編程設計課程。儘管工作逐漸上手,蘇瀅歡也坦言,跨領域學習並不容易,除了要對服裝版形、紗線特性有基礎認識,還要有良好的邏輯能力,來梳理出編程脈絡。
談到從接單到生產的流程,蘇瀅歡表示,自己會根據訂單的急迫性,以及編程的複雜度來排程,再開始編程。編程結束後,進入調機、織造樣衣的環節,若樣衣出現瑕疵,就必須修正程式碼或調整織造參數,再重新織造,整個流程可能要重複2、3次,將花費3天到1周,接著寄送給客戶確認,再持續修正直到達成共識。
簡單來說,要一體成形的把紗線織成衣服,就要縝密的串連起各種織法,而每個織法,又是透過程式指令去執行,因此,用程式指令串連起各種織法的過程,就是「編程」。
然而,除了用程式命令機臺適時轉換織法,還必須告訴機臺,哪一段的織法比較複雜,速度要放慢以免織造不完全,或是哪一段拉扯織品的力量不要太大,以免布片破損,而給定這些參數的過程,就叫「調機」。
蘇瀅歡表示,APEX3的編程系統,是島精機將舊的編程方法,改良為公式化、模組化的機制,讓操作者可以更快上手,要找到問題修正也更加容易。然而,編程過程還是要考量許多變因,例如,織物水洗整燙後縮水的程度稱為「縮率」,由於不同織法的縮率不同,比如羅紋的縮率比平針來的大,因此,在設定服飾尺寸時,要將此納入考量。
又或者,要織造一件衣服,並非只有一種編程方法,有的編織程式複雜,卻能讓機臺織造的過程更流暢,儘管短期內影響不大,卻能體現在織造更複雜組織的服飾上;有的則是能讓衣服織造速度更快,能反應在大規模生產上,用來降低織造的時間成本,來提升效率。
熟悉編程已不容易,但比編程更複雜的,是調機。蘇瀅歡表示,編程是代入公式,去指令機臺的織造動作,若代錯公式,系統會協助除錯;然而,調機時要給定的各種參數,完全要靠設計師本身的「經驗」,如果設定錯誤,那衣服很容易織到破掉,必須重新調機來找出原因,「有過一件衣服織兩個禮拜找不出破洞原因,就會很挫折。」
比如說,調機時要給定的參數,包括速度、拉力、紗環長等。就速度來說,每個織法根據複雜程度,會需要給定不同速度去織造,島精機營業技術部康芳銘表示:「就像你闖快車道可能9次沒事,但有1次被撞了,因為安全係數沒有給好。」比較複雜的織紋,給定的織造速度就要放慢,否則織品可能破裂。
而拉力,則是指機臺將織好的布片向下拉的力量,如果拉力太大,一樣會造成織品破損,但如果拉力太小,織品就會卡在機臺內造成故障。此外,還有紗環(loop)的大小,紗環是組成針織品的最小單位,影響了織品的鬆緊,如果紗環較大,織品就會較長且薄;如果紗環較小,織品就會較短且厚,這些參數都會影響織造的成品樣態,是否符合客戶的想像。
除了要考量織造參數的調整,也考量機械運作上的侷限,因為全成型橫編機是最高階的自動化針織機臺,不見得能生產出與客戶要求相應的服飾,此時,就必須隨時與客戶溝通修正。例如,全程形衣服在肩寬、領口、袖子的尺寸都是連動的,不可能將領口挖大的同時還維持肩寬不變;而部份過於複雜的織紋,全成型機臺也無法織造,反而需要由編程設計師推薦幾種合適的款式,讓客戶挑選。
從編程到自動編織,如何做出一條圍巾
編程流程1

接到客戶樣單
編程設計師的任務,從接到客戶織造樣單(如圖)開始,得依照樣單上的要求來編程,有時客戶還會附上樣衣,有實物參考時,更容易編程。
編程流程2

建立初版編程壓縮圖
在APEX3編程系統,選擇全成形類別,根據樣單輸入尺寸、織縮率等參數後,可以自動產生一份編程壓縮圖初版(圖為一般毛衣的壓縮圖),這就是供編織機讀取的CAD設計檔。
編程流程3
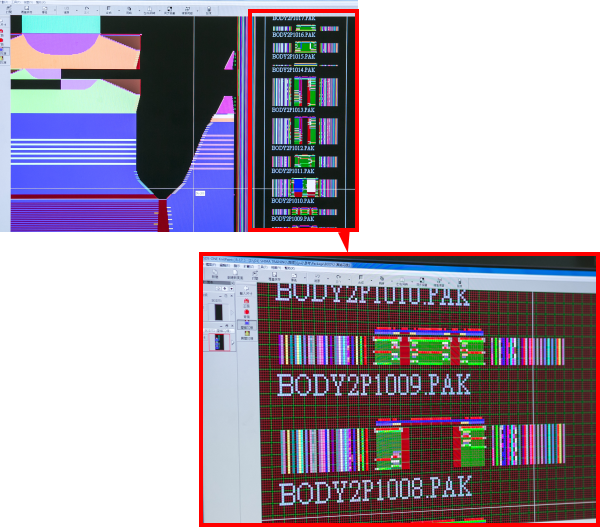
指定毛衣編織花樣
建立初版的毛衣編程壓縮圖後,設計師可以從右側不同編織動作的範例Pac圖(如右圖,一個BODY2P1009.PAK就是一個織造動作的Pac圖)中,選取並套用到毛衣上的特定區域,APEX3會在該區自動代入相對應的織造動作指令。
編程流程4

檢查編程壓縮圖細節
將壓縮圖代入織造動作指令後,編程設計師可以展開壓縮圖,不同顏色、線條都代表了機臺上織針不同動作的數位指令,如圖中綠色橫條紋,這就是給橫編機執行的織造程式碼。
編程流程5

用圍巾示範織造過程
若以簡單的圍巾來說明數位織造過程,圖中白藍長條矩形就是一條圍巾的編程壓縮圖,右方綠色、紅色橫紋矩形區域,就是代入Pac織造指令後的圍巾織造程式碼。
編程流程6

檢視圍巾織造程式細節
進一步放大圍巾的織造程式碼,從更詳細的放大圖(下方粉紅、藍色條文圖的視窗)可以看到針床、搖床位置、紗嘴方向等資訊,例如,粉色與藍色條紋各代表一支紗嘴。
編程流程7

織造模擬測試
編程結束後,可以直接在APEX3軟體上進行模擬編織(右方視窗),來預估實際編織所需的時間,同時也可用來預先檢查織造過程是否會有問題。
編程流程8

織造過程3D模擬
除了用軟體進行織造模擬測試之外,甚至可以進一步用3D動畫來呈現,橫編機機臺上織針如何運作的每一個動作。可供編程設計師了解這一份織造程式碼實際執行的情形。
編程流程9

輸出織造程式檔
完成編織模擬後,下一步是輸出圍巾織造程式碼的檔案,可選擇存入USB隨身碟方便攜帶,在同一廠區內也可透過網路直接傳輸程式檔到橫編機。
編程流程10

傳送檔案到機臺面板
將織造程式檔透過隨身碟或網路,傳送到橫編機之後,從機臺上方的操作面版(或螢幕),來讀取這次要生產的圍巾織造程式檔,同時一併檢查機臺相關設定,完成織造前的準備。
編程流程11

準備織造紗線
正式開始織造之前,要先準備這次織造所需的紗線,還得根據編程設定,來串連每一款紗線所需對應的位置,例如粉紅色紗線要串到哪一個紗嘴。
編程流程12

啟動織造
完成機臺設定(輸入程式碼檔)與紗線安排後,將橫編機前方的將橫槓(圖中編程設計師蘇瀅歡手握之處)向外轉,就能啟動織造,旋轉橫槓還可以用來調整織造的速度。
編程流程13

最後進行品質檢查
完成後,編程設計師會拿著手電筒,詳細檢查成品,是否有破洞、織造不完整之處。若有,就得重新檢視程式碼和機臺設定,若無,該份編程程式碼就可反覆使用,以便日後大量生產之用。
熱門新聞

2026-04-27

2026-04-27

2026-04-28

2026-04-27

2026-04-25

2026-04-27

2026-04-24